Сегодня мы поговорим о технологиях производства листового стекла, с чего все начиналось, и как его производят сейчас.
Начнем с того, что производство листового стекла является самым крупным из всех стекольных производств. Тут у нас и самые большие печи, и самые длинные линии, что немудрено, ведь применение у него самое широкое: остекление небоскребов и машин, зеркала, разнообразные экраны и т.д. Стекла требуется много и используется оно во всех сферах жизни.

Но с чего все началось?
Историки отмечают, что первые плоские стекла, которые предположительно, применяли в окнах, были получены в Древнем Риме. При раскопках Помпей обнаружили стекла отлитые на плоскую каменную поверхность. Сравнивать с современными стеклами их очень сложно, из-за большого содержания железа они были сильно окрашены в зеленый цвет, а также из-за несовершенства технологии получались матовыми, с большим количеством пузырей. Выглядели они примерно так.
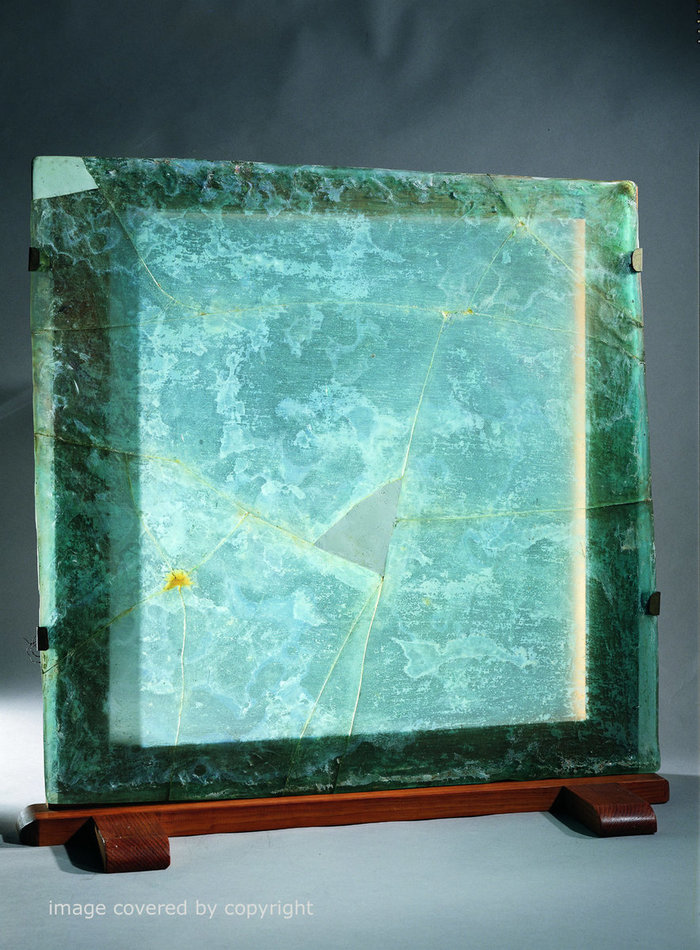
На заре стеклоделия имеющиеся технологии накладывали свои ограничения и о качестве продукта говорить сложно, но начало было положено, которое привело нас к тому, что мы имеем.
Следующий способ появился во времена, так называемой, второй революции в стекловарении. В этот период появились стеклодувная трубка и понтия, которые дали новый импульс в производстве стекло.

Все слышали про стеклодувную трубку, представляют, зачем она нужна и как работает, а вот про понтию, чаще всего, мало кто слышал. Это такая палка, с керамическим набалдашником, на которую закрепляют заготовку изделия, снятую со стеклодувной трубки, для последующих манипуляций, например для формования горла у вазы.
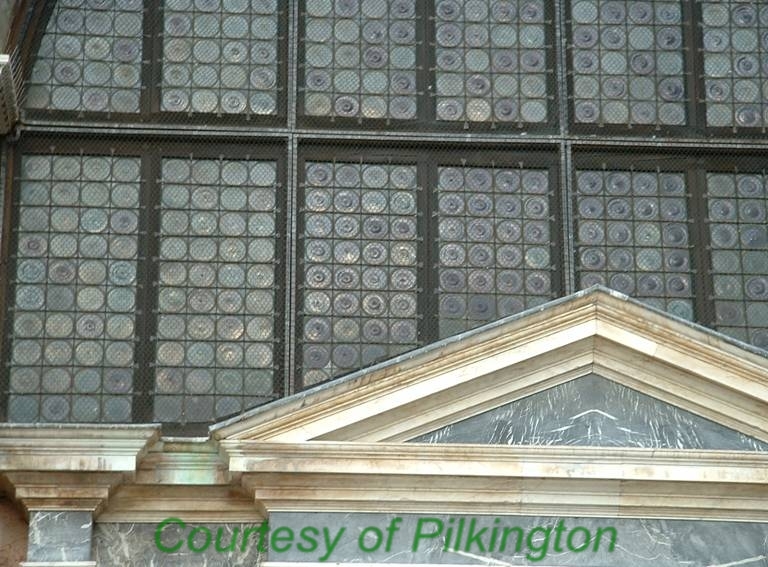
Так вот, благодаря двум этим приспособлениям, появилась технология изготовления плоского стекла, называемая в России лунным способом, а зарубежом – краун (crown).
По этой технологии, при помощи стеклодувной трубки, сначала формируется большой пузырь, который после выдувания отделяется от трубки и прикрепляется на понтию. После этого понтия начинает интенсивно вращаться, а исходная заготовка, до действием центробежных сил, превращается в плоский круглый диск. Хороший мастер мог отформовать диск размером до 1,5 м, и которого впоследствии вырезали стекло квадратной формы. Основным недостатком этого метода можно назвать утолщение в центральной части диска – след пот понтии, который называется «бычий глаз».
Чаще всего центральная часть шла в брак и на переплавку, хотя в старых зданиях можно встретить стекла и данным дефектом. Метод просуществовал достаточно долго, вплоть до середины 19 века.
Но время шло, и метод производства подобных стекол перестал удовлетворять постоянно растущим аппетитам людей. Стеклоделы начали задумываться, как получить большой лист тонкого стекла, желательно прямоугольного, при имеющихся средствах производства. Не знаю где и когда зародился данный метод, но он был гениален в своей простоте.
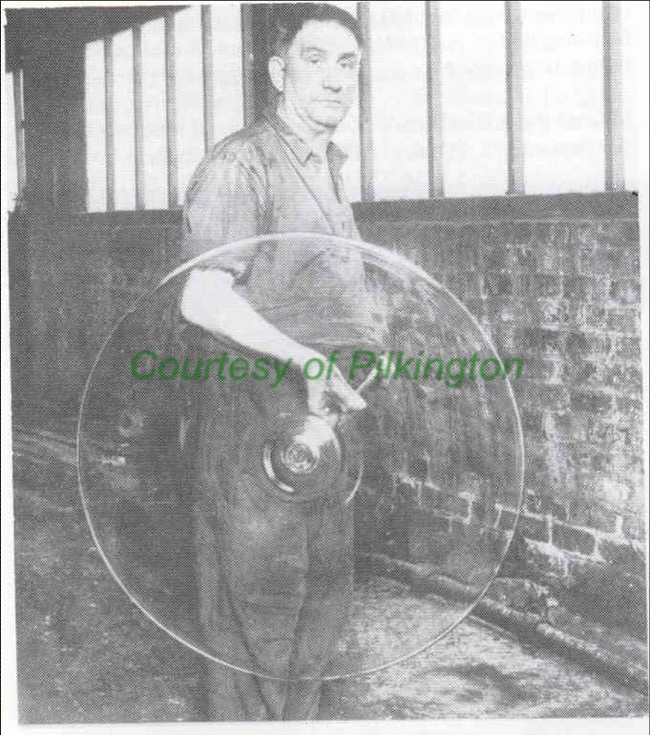
Фактически мы не далеко ушли от лунных стекло, но вместо выдувания пузыря и его раскручивания, начали выдувать большой стеклянный цилиндр. Метод получил название холявный или еще его называют методом производства стела цилиндрическим способов.

Халяву мастер-стекродув формовал в специальную яму, постоянно раскачивая и вращая заготовку, для равномерного формования. Работа очень тяжелая, особенно учитывая температуру у стекловаренной печи. После того, как заготовка немного затвердевала, круглые концы отрезались, а вдоль цилиндра делался надрез. Далее заготовку помещали в специальную «правильную печь», где ее нагревали до пластичного состояния и разравнивали на гладкой поверхности специальными приспособлениями. Сейчас такой прием используют при производстве лобового остекления, только не для придания плоской формы, а наоборот, криволинейной, данный способ называется моллированием. После раскатки заготовки отправлялись в печь отжига.
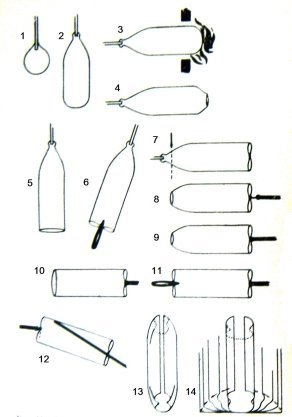
В конце 19, начале20 века процесс производства стекол халявным методом автоматизировали и вместо стеклодува появились установки механического вытягивания, где использовались воздушные насосы. Особенно распространена автоматизация была на фабриках Пилкингтон, где получали цилиндры до 13 метров в длину.

Халявный метод, особенно после автоматизации был не плох, правда множество операций очень усложняли его, не позволяя производить стекла в больших объемах. Также стоит отметить низкое качество поверхности стекол, оно было волнистое с оптическими искажениями, сейчас бы оно однозначно отправилось в брак.
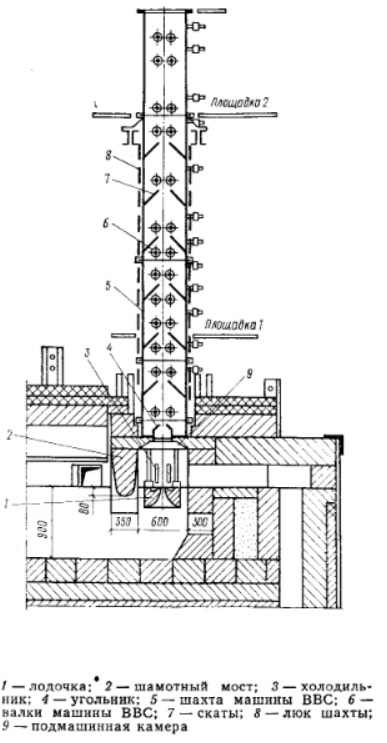
Поэтому постоянно шли поиски новых методов производства, более экономичных и массовых. И вот, в 1905 году, бельгийский инженер Эмиль Фурко предложил способ вертикального вытягивания стекла, он же метод Фурко или ВВС. Данный подход позволил значительно удешевить производство стекла, причем поверхность стекла была огненно-полированная, а не кованная с дефектами поверхности на которой формовали. Правда были и свои дефекты у ВВС, но обо всем по порядку.
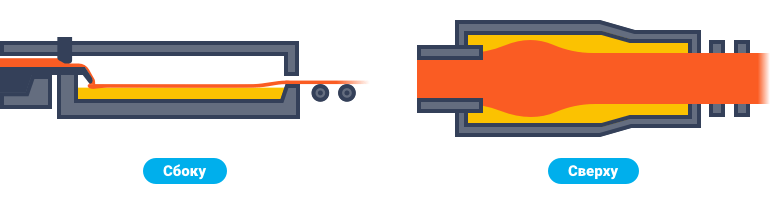
В чем особенность метода Фурко? Первое, что вытяжная машина являлась единым целым с печью и находилась в ее студочной части. Такой подход сразу упрощает производство, убирая кучу этапов и делая выработку непрерывной.
Суть метода заключается в том, что на поверхности стекломассы находится шамотная лодочка с щелью, из которой под действием гидростатического давления вытекает постоянный поток стекломассы. Скорость вытягивания регулируется глубиной погружения лодочки.
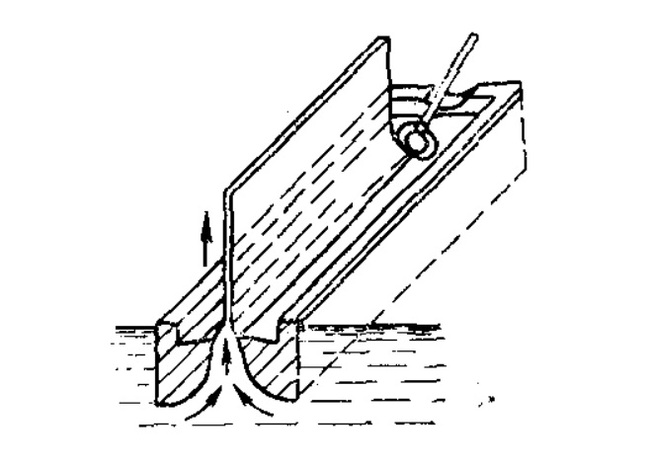
Во время процесса вытяжки стекло поступает в шахтную камеру, где протягивается роликами, охлаждается и отжигается, специально для этого есть специальные окна, открытие которых регулирует процесс отжига.
Толщину стекла регулировали размерами щели, скоростью вытягивания и температурой в зоне вытяжки.
Также была проблема с пластичностью еще не затвердевшего стекла, при вытяжке она сужалось, примерно, как растянутая резинка сужается посредине. Для предотвращения этого эффекта применялись бортодержатели и водное охлаждение.

Стекло, из-за применения валиков, имело волнистость, ведь во время вытяжки оно имеет пластичность. Также свой вклад в качество продукции вносила и лодочка, со временем, из-за разрушения, она становилась неровной, в конечном итоге влияло на разнотолщинность. Еще и включения появлялись, как напоминание о лодочке.
Со временем появился безлодочный метод, где использовалось специальное погружное тело, что позволило убрать недостатки вносимые лодочкой.
Методы ВВС и БВВС широко применялись во 20 веке, все советские здания были остеклены стеклами, произведенными по данным технологиям. Как раз это те самые «отекшие» стекла в школах.
Вот мы подходим к основному методу производства листового стекла в наше время. Революционный метод, созданный Сэром Аластаром Пилкингтоном. Он же флоат-процесс.
Рассмотрим этот метод в рамках современной технологической линии.
Все начинается с подготовки шихты, в специальном помещении, на автоматической линии взвешиваются все компоненты, согласно рецептуре. После компоновки, шихта поступает в смесители, где тщательно перемешивается. Кроме минеральных компонентов в шихту замешивается до 25% боя стекла. Нужно это для снижения температуры варки и улучшения провара шихты. Стекольное производство достаточно безотходное, но собственного боя производителям не хватает, поэтому так важно не выбрасывать стекло на свалки, а отдавать в переработку.
После подготовки, шихта транспортируется в печной зал. Способов транспортировки много, и ленты и тележки. Далее шихта с помощью загрузчика подается в печь.
Стекловаренные печи, используемые в производстве листового стекла очень большие. Производительность у них где-то 1000 т в стуки. Вместе с рекуператорами, которые уходят в нижние уровни, имеет высоту с трехэтажный дом.
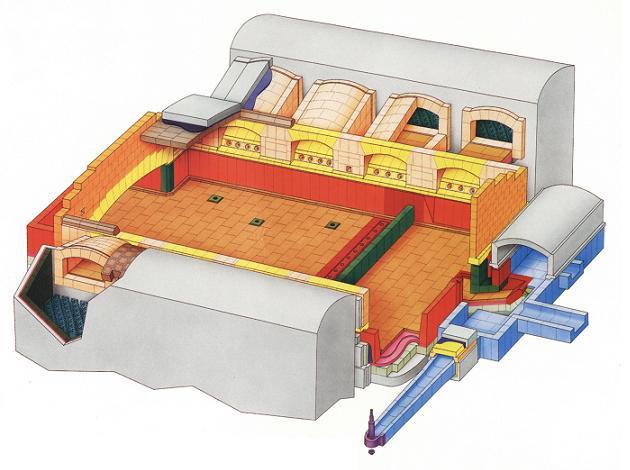
Такая печь именуется ванной, непрерывного типа. Работает минимум 10 лет, после на ее месте собирается новая печь и производство продолжается. Питается газом, причем горелки, расположенные с двух сторон, работают попеременно, делается так для прогрева рекуператоров, которые в свою очередь подогреваю воздух, подающийся к горелкам. Все это необходимо для экономии топлива и повышения температуры варки.
Пройдя всю длину печи, стекломасса попадает в студочную часть, где охлаждается до 1100 ᵒС. От туда непрерывной лентой стекло поступает в флоат-ванну, наполненную жидким оловом.
В флоат-ванне стекло распределяется по поверхности олова, благодаря тому, что плотность олова выше плотности стекла. Так как поверхность расплавленного металла идеально ровная, то и стекло приобретет бездефектную «огненно-полированную» поверхность. Для регулировки толщины получаемого стекла регулируют вязкость стекломассы, за счет изменения температуры выработки. Больше температура →ниже вязкость →тоньше стекло.
После флоат-ванны стекло попадет в длинный лер (туннельную печь отжига). Там со стекла снимаются напряжения. Самая длинная часть технологической линии.
После отжига, лента стекла режется на необходимые размеры автоматическим резчиком. Происходит автоматический контроль качества стекла, а бракованные куски отправляются на переработку. Произведенное стекло складируется и отправляется потребителю.
Вот так выглядело раньше и выглядит сейчас производство листового стекла. Одна из самых крупных стекольных технологий.
И не забывайте доносить старые стеклянные изделия до специальных мест, тем самым Вы даете им шанс переродиться во что-то новое, а не пропасть в помойной куче. У них свое бесконечное колесо Сансары.